拋丸機在機械制造業中是眾所周知的。拋丸機是通過拋丸器將鋼砂鋼丸高速拋落沖擊在材料物體表面的一種處理技術。相比其他表面處理技術來說,它更快、更有效,并可對部分保留或沖壓后的鑄造過程。日常使用中,耐磨零件需要經常更換。其原因是除銹的原理是通過電機驅動拋丸機以76m/s的速度向工件表面噴丸,從而達到除銹的目的。 這樣,射彈本身和設備本身在使用過程中都將受到極大的損壞。
拋丸機是拋丸機的核心部件,也被業內人士稱為拋光頭。其質量直接決定拋丸機的清洗效率和使用壽命。其易損件包括:刀片、分丸輪、定向套、端護板和側護板,均由高鉻耐磨鑄鐵制成。 其中,由于與射彈接觸的線速度大,葉片磨損大,使用壽命短。使用壽命一般為500小時左右。磨損較大時,拋丸機的清洗效率較低,設備的控制柜儀表顯示拋丸機的電流不能達到預設值。 第二個損壞嚴重的輪子是藥丸分配輪,它是將藥丸傳送到刀片的媒介。雖然無法達到葉片的磨損程度,但由于轉速為2400轉/分時的旋轉摩擦,分丸輪的壽命約為800小時。 定向套筒是用于調節噴射角度的部件。其原理是通過調節出砂口的角度來調節噴射角度。如果磨損過大,會出現彈丸的散射現象,嚴重影響彈射效果。 由于與射彈的摩擦相對較小,端護板和側護板的使用壽命通常超過1000小時。
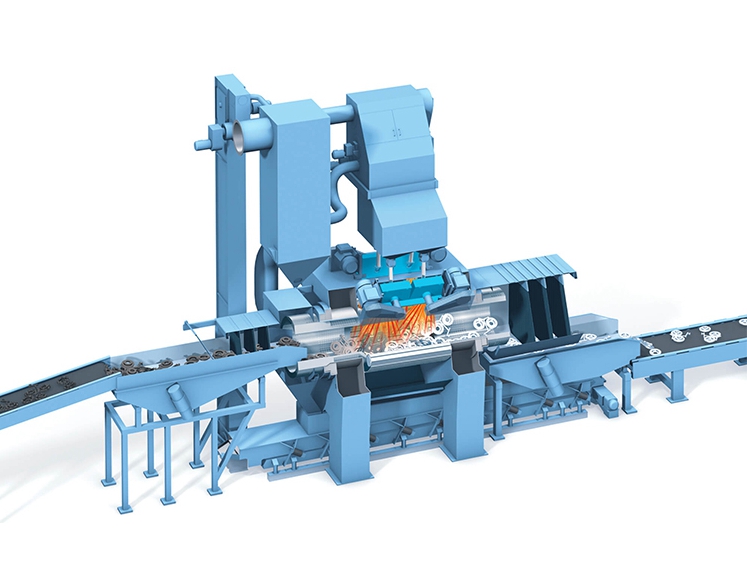
拋丸機工作時,磨料通過進料口進入拋光頭中心,在拋光頭中心有一個與拋光頭一起轉動的分丸輪。分丸輪的外側為定向套,分丸輪通過定向套上的開口將磨料輸送到磨片靠近拋光頭中心的一端由于離心力磨粒沿著刀片的長度方向加速,直到到達刀片的尖端并以極高的速度撞擊工件表面。
拋光頭中的刀片與磨料直接接觸,其質量與拋光頭的性能密切相關。葉片的耐磨性直接決定了葉片的使用壽命和拋丸機的運行成本。因此,拋光頭的刀片應由高耐磨材料制成。葉片的耐磨性不僅與葉片材料有關,還與拋丸機的工作條件密切相關。例如,如果磨料中有1%的沙子,刀片的壽命將縮短80%。
當葉輪高速旋轉時,葉片的磨損或開裂會導致振動。因此,有必要經常檢查葉片的完好情況,并及時更換有缺陷的葉片。為了保證拋光頭的穩定性,必須成對更換刀片,即必須同時更換與不合格刀片相對的刀片,以獲得良好的動平衡。如果懷疑刀片的問題導致投擲頭工作異常,則需要更換所有刀片。
用來減少刀片磨損的磨料是鋼丸。有兩個原因。一個是鋼丸的顆粒是球形的。另一個是鋼丸的硬度適中。從經濟角度來看,鋼丸是噴丸的理想磨料。
1.檢查是否有雜物落入機內,及時清除以防堵塞各輸送環節造成設備故障。
2.工作前檢查拋丸機配件螺絲是否擰緊。
3.運轉前要每班進行二次檢查護板、葉片、葉輪、橡膠簾、定向套、輥子等易損件磨損情況,及時更換。
4.檢查各電器運動部件的配合,螺栓連接是否松動,及時擰緊。
5.拋丸機設備注油點定期檢查各部位加注油是否符合規定。
拋丸機工作時只要做好拋丸機配件這些養護工作,就會有效延長設備的使用年限,減少故障的發生。


版權所有 青島青工機械有限公司 備案號:魯ICP備11002530號 網站地圖 《違禁詞失效協議》 魯ICP備11002530號-4  魯公網安備 37021102001299號
魯公網安備 37021102001299號
青島青工機械有限公司是一家大型的拋丸機、拋丸清理機生產廠家,公司主要產品有:履帶式拋丸機、路面拋丸機、吊鉤式拋丸機、通過式拋丸機、噴砂房等設備。