廠家_拋丸清理機(jī)_吊鉤,通過式拋丸機(jī)-青島青工機(jī)械有限公司")
處理線的詳情介紹")
鋼板預(yù)處理線工藝是指鋼材在加工前(即原材料狀態(tài))進(jìn)行表面拋丸除銹并涂上一層保護(hù)底漆的加工工藝。鋼材經(jīng)過預(yù)處理可以提高機(jī)械產(chǎn)品和金屬構(gòu)件的抗腐蝕能力,提高鋼板的抗疲勞性能,延長(zhǎng)其使用壽命;同時(shí)還可以優(yōu)化鋼材表面工藝制作狀態(tài),有利于數(shù)控切割機(jī)下料和精密落料。此外,由于鋼材在加工前其形狀比較規(guī)則,有利于機(jī)械除銹和自動(dòng)化噴漆,因此采用鋼材預(yù)處理可大大提高清理工作的效率,減輕清理工作的勞動(dòng)強(qiáng)度和對(duì)環(huán)境的污染。正因?yàn)槿绱耍摪孱A(yù)處理工藝不僅在工藝發(fā)達(dá)國(guó)家已推廣應(yīng)用,而且在國(guó)內(nèi)引起眾多行業(yè)的日益重視,不少企業(yè)已把鋼材預(yù)處工藝提到技術(shù)改造的議事日程。
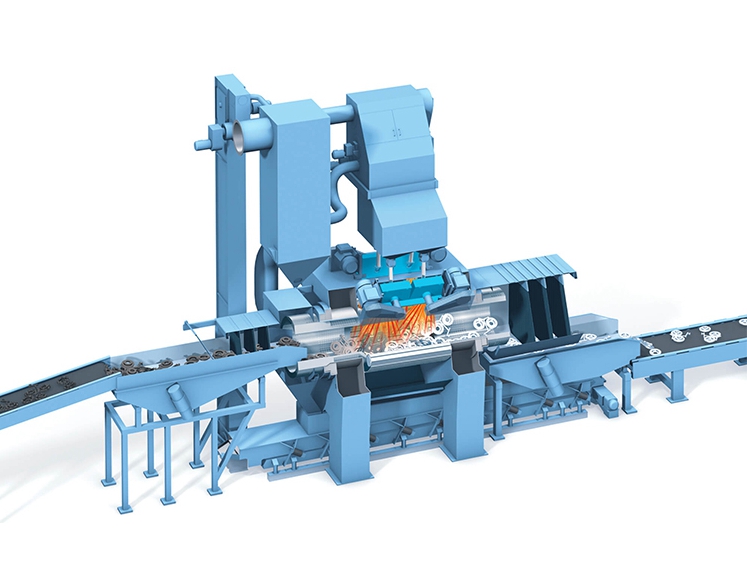
鋼板預(yù)處理線主要由輥道輸送系統(tǒng)、拋丸清理機(jī)、自動(dòng)噴漆室、烘干室、拋丸除塵系統(tǒng)、漆霧過濾系統(tǒng)和電控系統(tǒng)所組成。鋼板預(yù)處理線其工作原理是:鋼材被送到輥道輸送系統(tǒng),然后通過輥道輸送系統(tǒng)到拋丸清理室,利用拋丸器高速旋轉(zhuǎn)的葉輪將鋼絲切丸(彈丸)加速拋至工件表面,對(duì)工件表面進(jìn)行沖擊,刮削以清除工件表面的鐵銹和污物,然后利用滾刷、收丸螺旋和高壓吹管將工件表面的積丸的浮塵吹掃干凈,除銹后的鋼材通過中間輥道進(jìn)入噴漆室,通過裝在上下噴漆小車上的高壓無(wú)氣噴槍將保養(yǎng)底漆噴涂在工件表面上,通過烘干室使鋼材表面漆膜達(dá)到指干狀態(tài)快速送出,從而使鋼材達(dá)到除銹、防銹的目的。
鋼板預(yù)處理線由高級(jí)可編程序控制器(即PC機(jī))協(xié)調(diào)控制整機(jī)工作,能完成以下工藝流程:輥道輸送→拋丸除銹→噴漆→烘干(40—60℃)快速送出,即組成了一條鋼材預(yù)處理生產(chǎn)線。
鋼板預(yù)處理線分自動(dòng)進(jìn)行和手動(dòng)進(jìn)行兩種方式。自動(dòng)進(jìn)行方式為當(dāng)總操作臺(tái)上“自動(dòng)/手動(dòng)”轉(zhuǎn)換開關(guān)位于“自動(dòng)”位置,按壓起動(dòng)按鈕后,整條生產(chǎn)線按PC內(nèi)預(yù)定程序順序起動(dòng)。在進(jìn)行結(jié)束時(shí),按壓停止按鈕后,整條生產(chǎn)線的電氣設(shè)備將順序關(guān)機(jī)。手動(dòng)運(yùn)行方式為“自動(dòng)/手動(dòng)”轉(zhuǎn)換開關(guān)位于“手動(dòng)”位置,操作人員可按照預(yù)處理的要求,分別按壓電機(jī)和電磁閥的起動(dòng),停止按鈕,來(lái)控制相關(guān)電氣設(shè)備的工作狀態(tài)。
生產(chǎn)過程中,如有特殊情況須從自動(dòng)轉(zhuǎn)換為手動(dòng),可將“自動(dòng)/手動(dòng)”轉(zhuǎn)換開關(guān)從“自動(dòng)”位置扳向“手動(dòng)”位置,此時(shí)一切電氣設(shè)備均處在原工作狀態(tài),可由操作人員按壓起停按鈕來(lái)控制相關(guān)的電機(jī)和電磁閥。如從“手動(dòng)”轉(zhuǎn)為“自動(dòng)”運(yùn)行時(shí),應(yīng)先將生產(chǎn)線上的全部被處理鋼板移出生產(chǎn)線,然后將轉(zhuǎn)換開頭扳向“自動(dòng)”位置,此時(shí),除在自動(dòng)運(yùn)行方式中的準(zhǔn)備過程應(yīng)起動(dòng)的電機(jī)和加熱器陸續(xù)起動(dòng)照常運(yùn)轉(zhuǎn)外,其它電氣設(shè)備均轉(zhuǎn)入就緒狀態(tài)。在“手動(dòng)”和“自動(dòng)”方式中,操作人員均可通過觀察模擬屏上鋼板預(yù)處理線的運(yùn)行狀態(tài)的顯示,來(lái)判斷整條生產(chǎn)線的工作狀況。
為了保證鋼板預(yù)處理線與人員的安全,在正常工作及維修時(shí)必須注意下列事項(xiàng):
1.在鋼板預(yù)處理線運(yùn)行時(shí)不允許打開拋丸室維修門。在維修前,必須關(guān)閉拋丸室有關(guān)設(shè)備的電源,人員方可入內(nèi)。
2.檢修現(xiàn)場(chǎng)鋼板預(yù)處理線與電氣元件前,要關(guān)掉相應(yīng)電源開關(guān),(刀開關(guān)和自動(dòng)空氣開關(guān)),并通知總控臺(tái)操作人員。在低壓配電屏前安放《現(xiàn)在正在檢修,不準(zhǔn)送電》的標(biāo)語(yǔ)。
3.鏈條和三角皮帶等的所有保護(hù)裝置只有在檢修時(shí)方可拆掉,工作完畢后要立即更新復(fù)位。
4.輥道正在運(yùn)動(dòng)時(shí),不準(zhǔn)從輥道上方橫越。
5.在拋丸清理區(qū)域內(nèi),必須絕對(duì)保持地板的清潔,不得有丸料存在,以免滑倒摔傷。
6.油泵房及噴漆室內(nèi)絕對(duì)禁止抽煙。
7.絕對(duì)不能把高壓噴槍對(duì)準(zhǔn)自己和其他人,也不要試圖用手擋或阻止液體的泄漏,以免受傷。
8.在更換泵和噴漆管路中有關(guān)零件時(shí),必須首先關(guān)閉氣閥,緩緩排空壓力,再往下進(jìn)行。
9.在噴漆完畢后,必須規(guī)定的清洗管路,不允許隨意使其他溶劑,以免發(fā)生危險(xiǎn)。
10.在工作中要經(jīng)常檢查漆泵房排氣扇的運(yùn)行情況,更換照明燈必須使用符合條件的防爆型燈具,不準(zhǔn)使用非防爆型的電氣檢修設(shè)備。
11.每次開機(jī)前,總控室操作人員必須鳴鈴?fù)ㄖF(xiàn)場(chǎng)人員作好準(zhǔn)備。
12.在檢修時(shí),要注意不要把工具或零件等物體掉入或遺忘在運(yùn)轉(zhuǎn)機(jī)構(gòu)中,以免設(shè)備起動(dòng)后發(fā)生事故。
13.總控室和現(xiàn)場(chǎng)操作人員在工作中必須集中精力,認(rèn)真操作,不得撤離工作崗位。
14.鋼板預(yù)處理線在工作過程中,如發(fā)現(xiàn)異常情況,可以按壓緊急停止按鈕(現(xiàn)場(chǎng)設(shè)備上3個(gè),總控臺(tái)上1個(gè)),以停止輥道的運(yùn)行,并關(guān)閉扇閥。

版權(quán)所有 青島青工機(jī)械有限公司 備案號(hào):魯ICP備11002530號(hào) 網(wǎng)站地圖 《違禁詞失效協(xié)議》 魯ICP備11002530號(hào)-4  魯公網(wǎng)安備 37021102001299號(hào)
魯公網(wǎng)安備 37021102001299號(hào)
青島青工機(jī)械有限公司是一家大型的拋丸機(jī)、拋丸清理機(jī)生產(chǎn)廠家,公司主要產(chǎn)品有:履帶式拋丸機(jī)、路面拋丸機(jī)、吊鉤式拋丸機(jī)、通過式拋丸機(jī)、噴砂房等設(shè)備。