摘要:本文主要介紹了軋輥毛化技術的發展及相關的表面粗糙度的研究以及噴丸毛化技術的相關知識。由青島
拋丸機生產廠家青島青工整理。提供各類高品質軋輥毛化拋丸機。
1前言
具有特殊表面形貌的冷軋薄鋼板在制造業中有著廣泛的應用,特別是在汽車和家電產業中。在冷軋薄鋼板的生產和應用研究中,人們發現冷軋板的一系列表面形貌參數對鋼板的沖壓性、涂層后光亮度等工藝性能有重要影響,而冷軋板的表面形貌在很大程度上又取決于冷軋生產過程中工作輥及平整輥的表面形貌。實質上,軋制鋼板的表面形貌是軋輥表面形貌的衰減性“拷貝”。因此,研究、控制冷軋軋輥及冷軋鋼板表面形貌的軋輥毛化技術應運而生。
軋輥毛化技術包括毛化鋼板表面形貌與其工藝性能之間關系的研究、軋輥毛化工藝過程的研究及毛化設備的研制。80年代以來,先進工業國家對軋輥毛化技術進行了許多研究并付諸工業應用,隨著汽車、家電等產業的發展,對冷軋薄板提出了更高的品質要求。冷軋鋼板的表面形貌和工藝性能研究發現,為了改善冷軋鋼板的沖壓性能和涂層光亮度等工藝性能,描述冷軋板的表面形貌,要引入包括傳統的表面粗糙度在內的一系列參數作為判據。
表面粗糙度Ra:毛化軋輥的Ra一般在l~10μm之間。Ra較大,有利于改善短材的沖壓性能和涂層牢固度,而Ra較小時,有利于提高板材涂層后的光亮度。
峰值密度PPI:定義為每英寸長度內高度大于1.27m的表面峰值數。PPI值越大,涂層粘著力越好。
波度wca:鋼板表面的凹凸不平呈不同波長的周期。
以上幾個參數中,既獨立描述冷軋板的表面形貌,又彼此相互影響。其中研究較多的是表面粗糙度Ra。

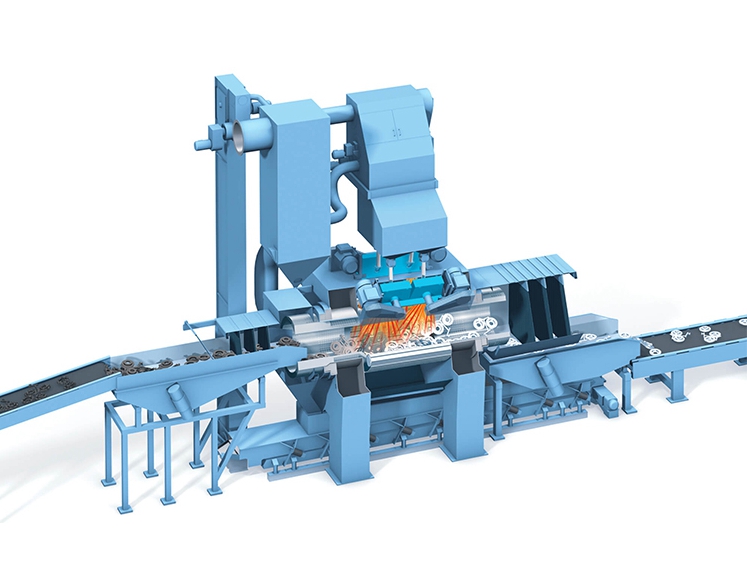
青島青工軋輥毛化拋丸機實物圖
2表面粗糙度的研究
2.1表面粗糙度的分類
冷軋帶鋼按其表面精加工方法可分為毛面的和光亮的兩種。
光亮加工可保持金屬光澤象鏡面那樣光亮,可作為鍍鉻部件(汽車、自行車、家庭用具)的原板。由于加工后的表面粗糙度還受晶粒度的影響,需要使用細晶粒(8~10*)的鋼板。
毛面加工的具有微細凸凹的表面,也稱梨皮狀加工,大部分冷軋帶鋼都屬這一類,細小的壓痕有如下的特點:①在沖壓加工時,由于可儲潤滑油,故加工容易;②可提高涂料的粘著性;③在帶鋼處理中不容易產生小的傷痕,即使產生了也不明顯。
在毛面加工時,作為一般加工用,Ra值(平均粗糙度)以1.0微米左右較合適,如電冰箱、煤氣表外板、鋼制家具等,其基本都不經受沖壓加工,以電沉積鍍薄膜的較多。與這些相比,鍍鋅鋼板和有色鍍鋅鋼板毛面程度應較細。另外,沖裁后的電動機鐵芯,在以疊片形式進行熱處理而無涂層時,為防止熱處理時的粘結不合格,常常使用較粗的毛面。板材的表面粗糙度對沖壓加工性能也有影響。在用高粘度潤滑油的深沖加工中,從潤滑油的穩定性,缺陷不明顯性等來看,可使用毛面加工的鋼板。象浴缸那樣,使用固態潤滑劑時,從潤滑劑穩定性考慮,特粗的毛面較合適。
2.2對表面粗糙度的控制
冷軋帶鋼表面粗糙度一般通過平整軋制的軋輥進行控制。平整軋制時,毛面輥或者平滑輥的表面特征會壓印到帶鋼上,一般來說,粗糙度壓印率為20-40%。下面這些條件決定著帶鋼的表面粗糙度。
(a)軋輥的粗糙度
毛面輥的粗糙度由加工方法決定的。毛面輥在使用時會發生磨損,磨損程度隨軋輥表面硬度、表面粗糙程度、軋制條件(干軋、濕軋、壓下率、延伸率)等不同而變化,因此,除了要檢查帶鋼的表面外,還必須確定軋輥的替換時間。
(b)壓下率或者軋制力
毛面輥、平滑輥都需要一定的軋制力才能把軋輥表面特征壓印在帶鋼(或鋼板)上,一般來說,壓下率較低要保持在0.6—0.8%范圍內。
(c)干軋和濕軋
由于軋制力不同,干軋和濕軋的軋輥表面特征的壓印程度也不一樣。就是說,干軋的軋制力大,壓印率大。而濕軋的軋制力小,壓印率亦小。一般,干軋比濕軋摩擦系數大,軋輥的粗糙度磨耗慢。
(d)平整軋制前的原板表面粗糙度
原板表面的粗糙度與平整軋制時所附加的粗糙度相加和才構成成品表面粗糙度,因此,對原板表面粗糙度的控制是必要的。冷軋時使用平滑軋輥或毛面軋輥,通常是按下表所示,根據所需要的制品表面粗糙度進行選擇的。冷軋用輥的粗糙度不僅要考慮制品的粗糙度,還要兼顧控制冷軋形狀的調整以及防止退火粘結等
3.噴丸毛化技術
噴丸毛化(ShotBlastTexturing,簡稱SBT)是較傳統的毛化方法,其利用高速旋轉的離心輪將具有尖銳邊緣、高硬度的沖擊材料(一般為鋼丸)加速噴向欲毛化的軋輥(速度約80m/s)。當沖擊粒子撞擊到軋輥表面時,其產生塑性變形,并在軋輥表面“切割”下細小的金屬微粒。軋輥表面的毛化形貌主要取決于拋丸機離心輪的速度、噴丸材料的性質和尺寸、軋輥表面區域的硬度、單位時間內的噴丸數量、軋輥的旋轉速度等。
其優點為工藝簡單、效率高、設備成本低。但是也要注意以下問題。
(1)由于噴丸砂是用鋼丸破碎成形且通過一定規格篩網為所需規格,因此,每一個毛化點所產生的坑點或凸起都因噴丸砂重量的不同和著落點的不同而不同,使粗糙度不能保持均勻,所以要選擇良好的鋼丸,鋼砂,以達到良好的效果。
(2)目前冷軋輥噴丸砂的金相組織為回火馬氏體,其硬度高(800~990HV)、韌性差,在噴打與其硬度接近的冷軋輥(700~810HV)時,破碎劇烈,會造成拋丸效果一致性較差。所以要注意鋼丸硬度,正確選擇。
(3)由于從拋頭噴向軋輥的角度不同,造成不同角度產生的沖擊效果不同,會使粗糙度不能保持均勻。這些就要求拋丸器的角度調整,和拋丸機的技術細節要注意。


 魯公網安備 37021102001299號
魯公網安備 37021102001299號